
A pressure gauge supplier audit is a structured check of whether a factory can repeatedly build the gauge you specified, document the result and control changes before shipment. For industrial buyers, the audit should connect quality-system evidence, pressure gauge standards, calibration traceability, sample approval and application risk into one purchasing decision.
Start with supplier scope, not certificate photos
A useful pressure gauge supplier audit starts by checking the scope behind a certificate, not by collecting certificate images. ISO describes ISO 9001 as a quality management system standard for consistently meeting customer and regulatory requirements. For a gauge buyer, the practical question is whether the audited scope actually covers pressure gauge design, assembly, calibration, inspection and export documentation.
Ask for the legal company name, manufacturing address, certificate scope, expiry date, issuing body and any exclusion that affects pressure instruments. Then match that evidence to the specific products in the RFQ: stainless steel pressure gauges, liquid-filled gauges, diaphragm seal gauges, digital gauges or pressure transmitters. A certificate alone does not prove that every product family, material or pressure range is controlled.
Review Industrial Pressure Gauge CatalogExplore 143+ industrial gauge models→Map standards to the gauge you are buying
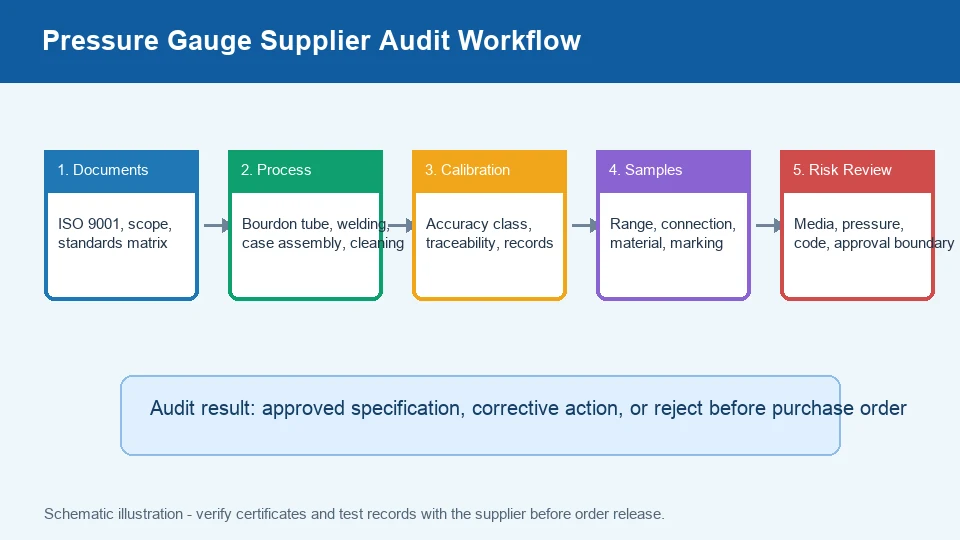
Pressure gauge standards should be used as an audit map. ASME says ASME B40.100 covers pressure gauges and gauge attachments such as diaphragm seals, snubbers, pressure limiter valves and digital indicating gauges. EN 837 is often referenced for Bourdon tube gauge dimensions, metrology, requirements, testing, selection and installation. The audit should ask which standard is applied to each order and which clauses are verified internally.
| Audit item | Evidence to request | Risk if missing |
|---|---|---|
| Accuracy class | Inspection plan, calibration record, acceptance tolerance | Gauge may pass visually but fail process control needs |
| Pressure range and overpressure | Range table, proof test practice, safety margin | Wrong range or unsafe service limit |
| Connection and thread form | NPT, BSP, G or metric drawings and gauges | Leakage, thread damage or field rework |
| Wetted materials | Material list, supplier declaration or MTC when required | Corrosion, contamination or chemical incompatibility |
Audit production controls before approving samples
Sample approval should not be treated as decoration. A sample tells you what the supplier can build once; production control tells you whether the supplier can repeat it. Review incoming material inspection, Bourdon tube forming or diaphragm seal welding control, movement assembly, case sealing, filling process, pointer setting, dial printing, leak testing, cleaning, marking and packing.
For liquid-filled gauges, ask how fill liquid, fill ratio and venting are controlled. For stainless steel or corrosive services, check whether wetted parts, case material and seals are separated from brass or carbon steel alternatives. For diaphragm seals, confirm fill fluid, diaphragm material, process connection and capillary routing. Use the same logic as a 316L stainless versus brass pressure gauge material review: material choice follows medium compatibility, not only price.
Request a Supplier Audit RFQ ChecklistOur engineers respond within 24 hours→Calibration traceability is the core of a pressure gauge supplier audit
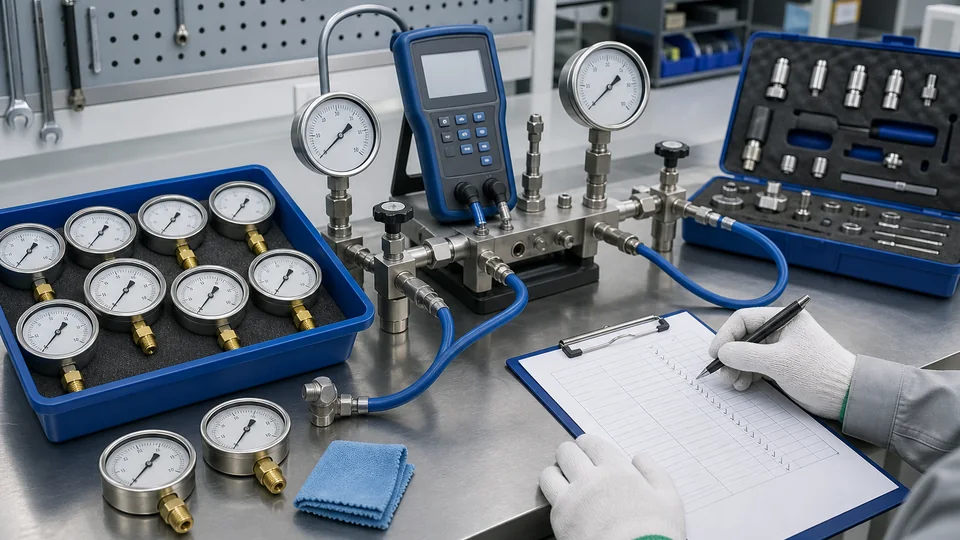
Calibration traceability means that a measurement result can be linked through an unbroken chain of calibrations to recognized references, with uncertainty and dates recorded. In a supplier audit, check the master pressure standard, calibration interval, environmental conditions, operator training, as-found/as-left records, label control and how failed gauges are segregated.
Buyers should define whether each shipment needs a simple factory inspection report, a calibration certificate, serial-number traceability or third-party calibration. High-risk services such as steam, oxygen cleaning, ammonia refrigeration, hydrogen, corrosive fluids or safety shutdown logic may require stricter records than general water or air service. The related pressure gauge calibration traceability guide explains how to read these records.
Do not let price override application risk
A low price is not useful if the RFQ hides a demanding application. The audit should force a discussion of medium, normal pressure, maximum pressure, pulsation, vibration, temperature, outdoor exposure, washdown, hazardous area, oxygen service, sanitary contact, installation orientation and maintenance access. A supplier that asks no technical questions may be quoting the easiest catalogue model, not the safest match.
This article is a purchasing reference, not a substitute for project engineering approval. Do not infer CE, PED, ATEX, UL, GOST, sanitary or oxygen-cleaning compliance unless the supplier provides documents that match the exact product, scope, date and issuing body. For regulated or high-energy systems, the final decision must be checked by the owner, EPC or qualified engineer.
RFQ checklist for auditing a pressure gauge manufacturer in China
When auditing a pressure gauge manufacturer China source, send a structured RFQ that includes gauge type, pressure range, dial diameter, accuracy class, process connection, mounting direction, wetted material, case material, fill liquid, window material, IP requirement, temperature, medium, quantity, packaging, certificate needs and target market. For Manogauge - a Zhejiang-based industrial gauge manufacturer - this information helps engineering and production teams confirm whether a standard model, modified model or custom review is required.
Useful internal references include the industrial pressure gauge selection guide, pressure gauge thread connection guide and industrial pressure gauge catalog. In short, a pressure gauge supplier audit works best when it converts purchasing uncertainty into verified documents, repeatable process controls and application-specific acceptance criteria.
Key takeaways
- Audit certificate scope against the exact pressure gauge family and production address.
- Use ASME B40.100, EN 837 and RFQ requirements as a technical evidence map.
- Treat calibration traceability, material compatibility and application risk as approval gates.
Frequently asked questions
What should be checked first in a pressure gauge supplier audit?
Start with the manufacturer identity, production address, quality-system scope and whether the scope covers the exact gauge type, material, range and documentation required by the RFQ.
Is ISO 9001 enough to approve a pressure gauge supplier?
No. ISO 9001 is quality-system evidence, but buyers still need product standards, calibration records, material compatibility, sample approval and application-specific risk review.
Which standards are commonly referenced for pressure gauges?
ASME B40.100 and EN 837 are commonly used references, but the applicable edition, scope and purchase specification must be confirmed for each order.
What calibration evidence should a buyer request?
Request the master pressure standard record, calibration interval, instrument serial number, as-found/as-left data, tolerance, date, operator or lab identification and failed-unit control.
Can a supplier claim CE, PED, ATEX or sanitary compliance from a catalog photo?
No. Compliance claims should be backed by documents that match the exact product, scope, issuing body and date; regulated systems need engineering review.